Victory Technologies: Automatyczne spawanie korpusu czołgów
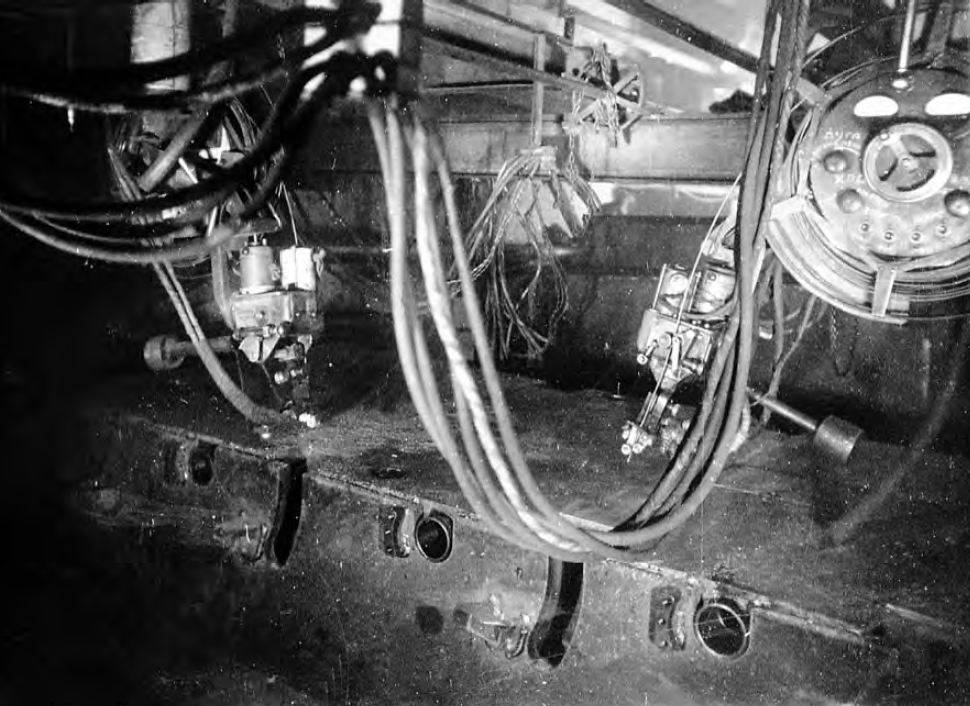
Automatyczna maszyna do zgrzewania koralików czołg T-34 z dnem w zakładzie Niżny Tagil nr 183. Źródło: Rosyjskie Państwowe Archiwum Ekonomiczne
Oswajanie zbroi
Jednym z głównych problemów przy produkcji kadłubów i wież czołgów średnich T-34 były pęknięcia w miejscach spawania części. Chodzi o wysoką twardość pancerza 8C, kiedy w pobliżu spoiny tworzą się małe rozdarcia lub mikropęknięcia. Obecność naprężeń szczątkowych po spawaniu po raz pierwszy po wyprodukowaniu pojazdu opancerzonego nie dała o sobie znać, ale z czasem ujawniła się w pęknięciach o długości do 500 mm. Wszystko to oczywiście zmniejszyło odporność na uderzenia pancerza czołgu. Aby rozwiązać ten problem, natychmiast po zorganizowaniu produkcji ewakuowanych przedsiębiorstw, w drugiej połowie 1942 r., Przyciągnięto specjalistów z Instytutu Pancernego (TsNII-48) i Instytutu Spawalnictwa Elektrycznego Akademii Nauk ZSRR. Badania przeprowadzono w dwóch przedsiębiorstwach: Ural Tank Plant nr 183 w Niżnym Tagile i Ural Heavy Engineering Plant w Swierdłowsku. W sumie od lipca do października metalurdzy i materiałoznawcy badali powstawanie pęknięć podczas spawania około 9500 części pancernych. Celem badań było znalezienie najbardziej optymalnego składu chemicznego pancerza 8C. Okazało się, że najważniejszym elementem pancerza w tej sytuacji był karbon. Jeśli jego zawartość w pancerzu była większa niż 0,25%, twardość strefy utwardzonej w obszarze spoiny gwałtownie wzrosła, co nieuchronnie doprowadziło do pękania.
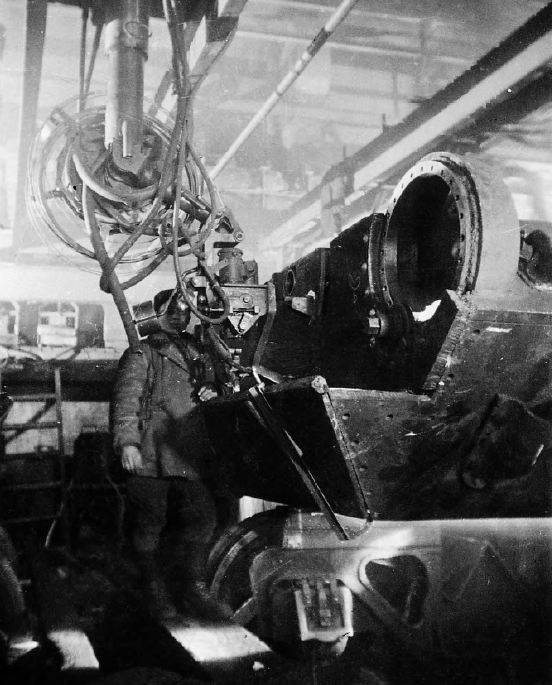
Instalacja do automatycznego spawania łukiem krytym kadłuba czołgu T-34-85. Fabryka nr 183, 1944. Źródło: Rosyjskie Państwowe Archiwum Ekonomiczne
Jednak zapewnienie tak niskiej zawartości węgla w stali pancernej w czasie pokoju nie było łatwe, aw czasie wojny wydawało się wręcz niemożliwe. Niewielkie „kosmetyczne” zmiany cyklu spawania poprzez zastosowanie elektrod austenitycznych, wielościegowy system spawania oraz niskie odpuszczanie zespołów po spawaniu pozwoliły na podniesienie górnej granicy zawartości węgla do zaledwie 0,28%. Nawiasem mówiąc, w niemieckim przemyśle czołgowym nie słyszeli o tak poważnych wymaganiach dotyczących opancerzenia czołgu - średnio udział węgla mieścił się w przedziale 0,4-0,5%. Rozwiązaniem problemu pojawiania się pęknięć w obszarze spawania było wstępne podgrzanie części do 150-200 stopni Celsjusza, a następnie powolne schłodzenie części po spawaniu do 100 stopni przez 30 minut. W tym celu w Instytucie Armor opracowano specjalne wzbudniki, które zapewniają miejscowe nagrzewanie części pancernych w strefie cięcia gazowego lub spawania. W Uralskich Zakładach Maszyn Ciężkich wzbudniki stosowano do spawania styku części czołowej z burtami i dachem oraz do wycinania otworów wyrównawczych w hartowanych częściach bocznych zbiorników. W ten sposób rozwiązano problem powstawania pęknięć podczas spawania średniowęglowych stali pancernych. Z biegiem czasu praktyka zakładu w Swierdłowsku została rozszerzona na inne zakłady czołgowe.
Maszyny spawalnicze
W lipcu 1941 r. zarządzeniem Rady Komisarzy Ludowych Instytut Spawalnictwa Elektrycznego Akademii Nauk ZSRR został ewakuowany do Niżnego Tagila. Dlatego po raz pierwszy w Uralvagonzavod wprowadzono automatyczne spawanie kadłubów czołgów łukiem krytym. Oczywiście ta technologia była znana wcześniej, ale grupa akademika Jewgienija Oskarowicza Patona wraz z pracownikami CNII-48 była w stanie przystosować ją do spawania stali pancernych. Jednym z wybitnych naukowców, którzy przyczynili się do rozwoju spawania pancernego, był Władimir Iwanowicz Diatłow. Wraz z pracownikami zakładu w Charkowie imienia Kominternu rozwiązał problem pękania pancerza podczas spawania, wprowadzając drut niskowęglowy do jeziorka spawalniczego (więcej na ten temat zostanie omówione poniżej). W 1942 roku naukowiec jako pierwszy na świecie odkrył zjawisko samoregulacji procesów łukowych za pomocą zużywalnej elektrody, co umożliwiło znaczne uproszczenie konstrukcji mechanizmów podających automaty spawalnicze. Również dzięki temu możliwe było stworzenie stosunkowo prostych jednosilnikowych głowic spawalniczych, bardziej niezawodnych i tańszych. Bez Diatłowa nie byłoby możliwe stworzenie skutecznych topników na bazie żużli z wielkopiecowych pieców węglowych Zakładu Metalurgicznego Ashinsky, które nazwano „topnikami żużlowymi SHA”. Od października 1943 r. Naukowiec kierował laboratorium spawalniczym Uralvagonzavod i pozostał na tym stanowisku do 1944 r., Aż do przeniesienia go do Centralnego Instytutu Badawczego Technologii Okrętowych.
Wróćmy jednak do legendarnego T-34, który nigdy nie stałby się tak masywnym czołgiem, gdyby nie automatyczne spawanie jego opancerzonych kadłubów (wież) w fabrykach nr 183 i UZTM. Zastosowanie automatów spawalniczych pozwoliło skrócić czas zgrzewania od 3 do 6,5 razy. Jednocześnie na każdy korpus czołgu zużyto co najmniej 40 mb spoin.

Akademik Jewgienij Oskarowicz Paton. źródło: patom.kiev.ua
Oprócz T-34 w fabryce kadłubów pancernych nr 200 w Czelabińsku zastosowano spawanie akademika Patona. Za jego pomocą zespawano dno kadłuba czołgu KV, co w sumie wyniosło około 15 mb spoiny na pojazd. Co ważne, automatyzacja spawania pancernego umożliwiła przyciągnięcie do produkcji robotników o niskich kwalifikacjach – mistrzów spawalnictwa chronicznie brakowało przez całą wojnę. Od lipca 1942 r. W Niżnym Tagile działa unikalny przenośnik zbiornikowy, na którym działało 19 automatycznych urządzeń do spawania łukiem krytym. Oceń skalę innowacji – zwolniło to 280 wysokiej klasy spawaczy do innej pracy, zastępując ich 57 robotnikami o niskich kwalifikacjach. Sam akademik Jewgienij Oskarowicz Paton w memorandum skierowanym do sekretarza Wydziału Przemysłu Czołgowego Swierdłowskiego Komitetu Obwodowego Ogólnounijnej Komunistycznej Partii Bolszewików w marcu 1942 r. Książka Mielnikowa „Przemysł czołgowy ZSRR podczas Wielkiej Wojny Ojczyźnianej”):
„Ze względu na wysoką wydajność szybkiego automatycznego spawania pod warstwami topnika, czas spawania kadłubów zostanie zauważalnie skrócony, a zużycie robocizny, energii elektrycznej i drutu elektrodowego zmniejszy się”.
Porównanie czasu spędzonego na spawaniu ręcznym i automatycznym można znaleźć w archiwach kompleksu wystawienniczego OAO NPK Uralvagonzavod. Zgodnie z nimi spawanie na przykład sektora paska naramiennego wieży T-34 zajmuje spawaczowi nieco ponad pięć godzin, a spawanie automatyczne może to zrobić w zaledwie 40 minut. Połączenia dna za pomocą ręcznego spawania są gotowane w ciągu trzech godzin, aw trybie automatycznym - w ciągu jednej godziny.
Walcz o szew
Nie można powiedzieć, że automaty spawalnicze nagle pojawiły się w zakładach montażowych radzieckiego przemysłu czołgowego. Po pierwsze, udział spawania ręcznego był nadal bardzo duży w produkcji wyrobów pancernych, a po drugie, na początku nie wszystko szło gładko z samą technologią. Nie było możliwe nadanie spoinie wymaganego poziomu plastyczności – po ostygnięciu stała się twarda i krucha. Miało to oczywiście najbardziej negatywny wpływ na odporność pancerza na pociski. Po przeanalizowaniu przyczyn okazało się, że chodziło o przekroczenie głębokości wtopienia spawanego metalu, wymieszanie metalu drutu z metalem rodzimym oraz znaczne stopienie metalu spoiny. Grupy z TsNII-48 pod przewodnictwem I.F. Sribnego oraz z Instytutu Spawalnictwa, na czele z wyżej wspomnianym V.I. Diatłowem, zaproponowały i przetestowały następujące metody spawania „opornych” pancerzy 8C i 2P. Przede wszystkim jest to spawanie wielościegowe, gdy maszyna łączy spawane części w kilku krokach. Zapewnia to niską penetrację spoin i tworzenie mocnego i plastycznego szwu. Oczywiste jest, że taka technika nie jest najskuteczniejsza w warunkach wojennych: w końcu spawanie wielościegowe wymaga dużo czasu w porównaniu ze spawaniem jednościegowym.
Instalacja do automatycznego spawania łukiem krytym dachu wieży czołgu T-34-85. Zakład nr 112 „Krasnoje Sormowo”, 1945 r. Źródło: Rosyjskie Państwowe Archiwum Ekonomiczne
Drugą sztuczką TsNII-48 i Instytutu Spawalnictwa było ułożenie drutu ze stali niskowęglowej w rowku, aby zmniejszyć „gotowanie” metalu pancerza. W rezultacie szew po schłodzeniu stał się bardziej plastyczny, drut znacznie obniżył temperaturę wewnątrz rowka szwu, a także podwoił wydajność automatów spawalniczych. Okazało się to najskuteczniejszą techniką, którą w przyszłości udoskonalono. Nowa metoda spawania „dwudrutowa”, w której drugi drut (dodatkowy), niepodłączony do źródła prądu, wprowadzany był do jeziorka spawalniczego pod kątem do drutu elektrody. Posuw i średnicę drugiego drutu obliczono tak, aby ilość osadzonego z niego metalu była równa ilości metalu z osadzonego drutu elektrodowego, czyli średnica drugiego drutu powinna być równa średnicy drutu elektrodowego, a ich prędkości podawania powinny być takie same. Jednak ze względu na konieczność przestawienia głowic automatycznych z jednego podawania drutu na dwupodawanie drutu odłożono wprowadzenie tej metody i zastąpiono ją metodą z układaniem prętów. Jednak już w czerwcu-lipcu 1942 r. tę metodę stosowano w zakładzie nr 183 przy spawaniu partii dolnych płyt dziobu czołgu z belkami dziobowymi.

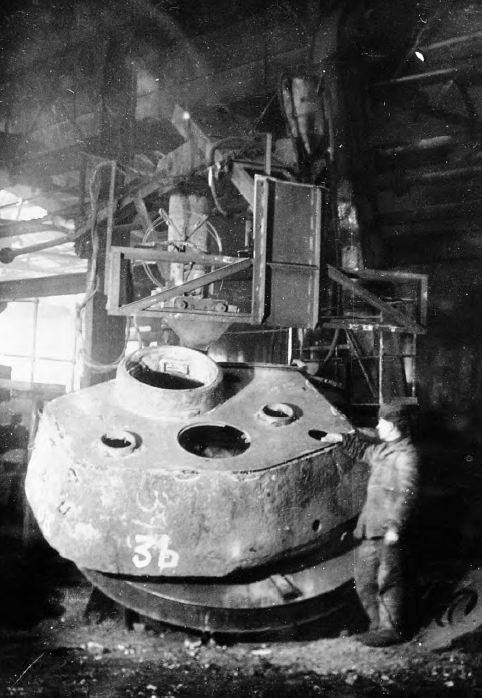
Instalacja do automatycznego spawania łukiem krytym dachu wieży czołgu T-34-85 w zakładzie nr 183 w Niżnym Tagile. 1944 Źródło: Rosyjskie Państwowe Archiwum Ekonomiczne
Trudności z automatyzacją spawania kadłubów czołgów (wież) miały również charakter organizacyjny. Warto przypomnieć, że spawarki nigdy wcześniej nie były produkowane seryjnie i były de facto produktami produkcji pilotażowej w Instytucie Spawalnictwa. To wyjaśnia pewne spowolnienie w rozwoju nowych technologii w przemyśle czołgowym. Tak więc pod koniec 1942 roku fabryki czołgów miały tylko 30 do 35 automatów spawalniczych, co oczywiście nie wystarczało. Dlatego komisarz ludowy I. M. Zaltsman rozkazem nr 200 z 28 marca 1943 r. Nakazał zainstalowanie dodatkowych 183 automatów spawalniczych w zakładzie nr 7 do połowy maja, w Ural Heavy Engineering Plant do 1 czerwca 8 automatów a do 15 czerwca zażądano dostarczenia 5 jednostek do fabryki nr 200 w Czelabińsku. Ten krok był jednym z wielu, które umożliwiły krajowemu przemysłowi czołgowemu osiągnięcie planowanych celów produkcyjnych dla bardzo potrzebnych gąsienicowych pojazdów opancerzonych.
To be continued ...
informacja